





钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
8、带锯线速度(m/min): 皮带轮三档调速
9、送料架 规格: 2个电动送料架2000mmX650mm,付架1个
10、锯切进刀液压: 0~280mm/min
11、锯带胀紧油缸压力: 自动2-3N.M
12、锯断片等厚允差: ±0.01mm/100mm
13、外形尺寸: 3600*2600*2400
14、重量: 4.6T
GY4260售后 服务比销售更重要:
1、 我公司设有一批由高、中级机电技术人员组成的技术精湛的专业售后服务部门,使用户在保修中和以后的维修中能得到可靠及时的维修和技术支持。
2、免费提供机床操作手册,电器原理图,系统操作手册,系统维修手册。
3、免费进行机床的首次安装和调试。
1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。
<崇左>建贸机械设备有限公司
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
钢筋带锯床外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作。
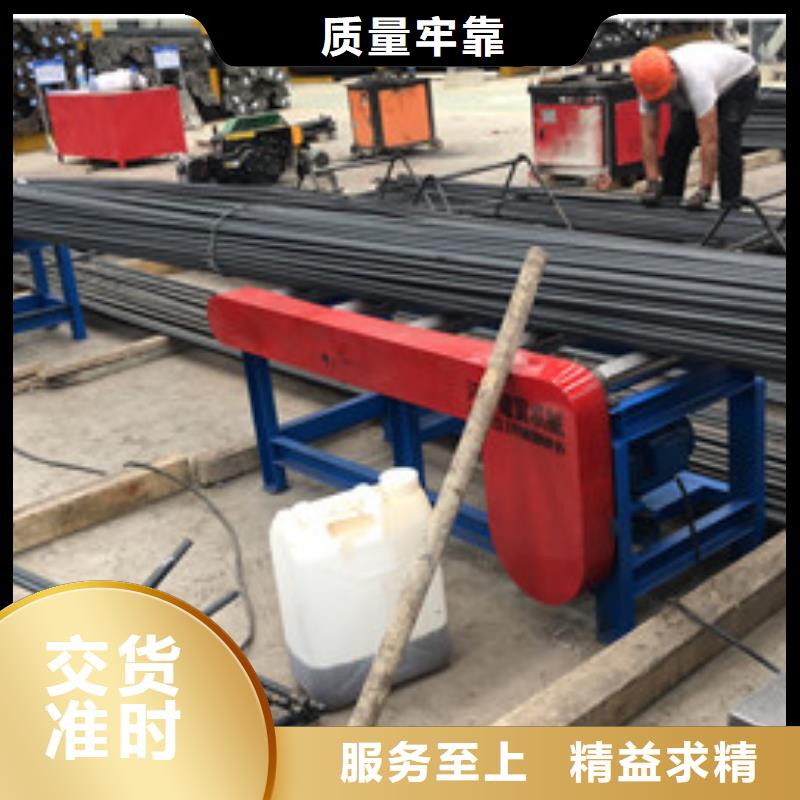
钢筋带锯床 从以前的角度看来,带锯床厂家。锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,带锯床向着更化、数控化发展,是起点也是契机。
GB4240钢筋锯床是根据客户需求设计专业锯钢筋 经济型锯床,适用于高铁 隧道等工地的钢筋齐头 锯断;工作 采用液压 ,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
1.1. 本机床主传动采用蜗轮箱变速。进给采用液压传动工件 采用手动和液压混合式 具有结构紧凑操作维修方便等特点。
2.2. 该产品是全新设备(包括所有外购的液压、电气等元件),具有合理的结构、可靠性、耐久性、稳定性,操作简便。
3.3. 吸收国内外的先进技术,结合实际使用、设计锯床的经验优化设计使其具有较高的技术含量。
4.4. 产品的设计、制造,及配套件的选择应符合国标工业标准和国际电工标准,计量单位全部采用国际单位制